訂購咨詢熱線0769-33211136
137-9893-7319

發表時間:2019-05-23 訪問量:

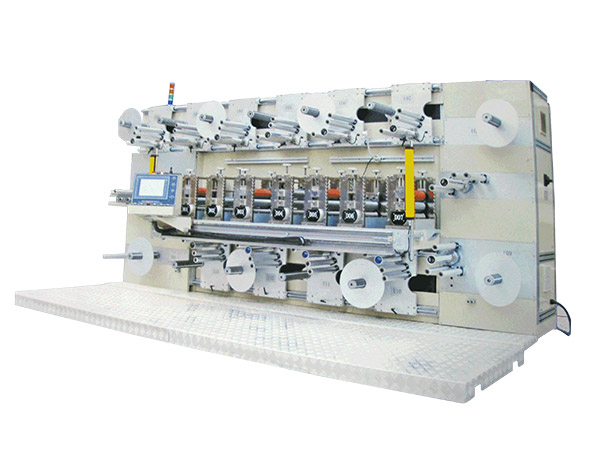
脫氧劑包裝機生產過程中有什么常見的問題,如何正確解決辦法
隨著經濟水平的發展,對于包裝機械的要求也越來越多,在包裝機械的生產過程中有什么常見的問題呢?當面對這些問題應該怎么去解決呢?下面小編為大家講解一下。
一、已經調整好下料時間,再次失常。
原因:轉盤固定不良,鍵和固定螺絲松動,或固定位置不對,轉盤內的開閉器開閉不良。
修理與調整:將轉盤在枕式包裝機正確位置固定,重新將鍵和螺絲固定。把開閉器的開閉機構調節到正確位置后將開閉器固定。此外,在裝入顆料很小的粉末,或比重極其不同的混合物時,裝袋需要時間長,因而造成粉粒咬入封口部位,此時應將包裝速度稍放慢些,使其轉數要適合被包裝物料之性能。
二、被包裝物混入熱封合部位
原因一::裝袋時間與熱封合時間不協調
解決方法::與轉盤齒輪連接的為二聯齒輪,將二聯齒輪向上推,改變嚙合,使其物料不在封合時落下,理想的下料定時間是橫向封合完畢后顆粒裝入袋中,調節適當后不要輕易改變。
原因二:包裝速度過快,物料降落時間長夾料,適當降低包裝速度。
三、橫封熱輥故障:封口不良
原因:熱調節不良,推簧壓力不足或壓力不均。
解決方法;1、根據所用包裝材料厚度和品種的不同選出合適的壓力和溫度,封合的溫度過高則封口呈白色,封口處的包裝膜易剝開,各熱封輥壓力是靠推簧進行調整的,輥的溫度是靠溫控儀控制加熱棒加熱垣溫進行的。2、橫封輥左右處設有壓力調理鈕,每處調理鈕又由推枕式包裝機鈕和拉鈕組成,倘僅用推鈕則對熱輥加以過大壓力,易形成封口不良,所以應恰當運用推鈕和拉鈕,橫封熱輥兩處設有調理鈕是為了防止橫向受力不均進行調理運用的。
期望這些包裝機的應對辦法對您有用。